1. Общие сведения об объекте испытаний
Для исследования Заказчиком были предоставлены образцы электросварной трубы, выполненной из нержавеющей стали категории AISI 304. Образцы из трубы были вырезаны таким образом, чтобы захватить место сварного соединения.
Внешняя и внутренняя поверхность трубы в зоне сварного соединения механически зачищена в соответствии с технологией сварки. На внутренней поверхности трубы в зоне корня сварного шва наблюдаются дефекты в виде несоединенных кромок металла трубы.

Внутренняя поверхность трубы в зоне сварного соединения
2. Результаты испытаний
2.1. Определение химического состава
| Содержание, % масс. | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Co | Fe | |
| Фактическое | 0,035 | 0,46 | 1,65 | 0,03 | 0,01 | 18,7 | 8,0 | 0,38 | 0,48 | осн. |
| Требуемое по ASTM A240* | ≤0,07 | ≤0,75 | ≤2,0 | ≤0,045 | ≤0,03 | 17,5-19,5 | 8,0-10,5 | — | — | осн. |
| Требуемое по
DIN 17455-1999** |
≤0,07 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,015 | 17,0-19,5 | 8,0-10,5 | — | — | осн. |
| Требуемое по
DIN 17457—85*** |
≤0,07 | — | — | — | — | 17,0-19,0 | 8,5-10,5 | — | — | осн. |
Таблица 2. Химический состав основного металла образца
*ASTM A240 Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications
**DIN 17455-1999 — General purpose welded circular stainless steel tubes — Technical delivery conditions
***DIN 17457-85 – Welded circular austenitic stainless steel tubes to special requirements
2.3. Исследование сварного соединения
С внутренней поверхности трубы в зоне сварного шва наблюдается дефект типа непровара в виде несоединенных кромок основного металла. Протяженность несоединенных кромок на исследуемом куске трубы достигает 8 мм.
На панорамном изображении микроструктуры поперечного сечения сварного соединения (рис. 2) видно, что сварка выполнена односторонним швом в три прохода.
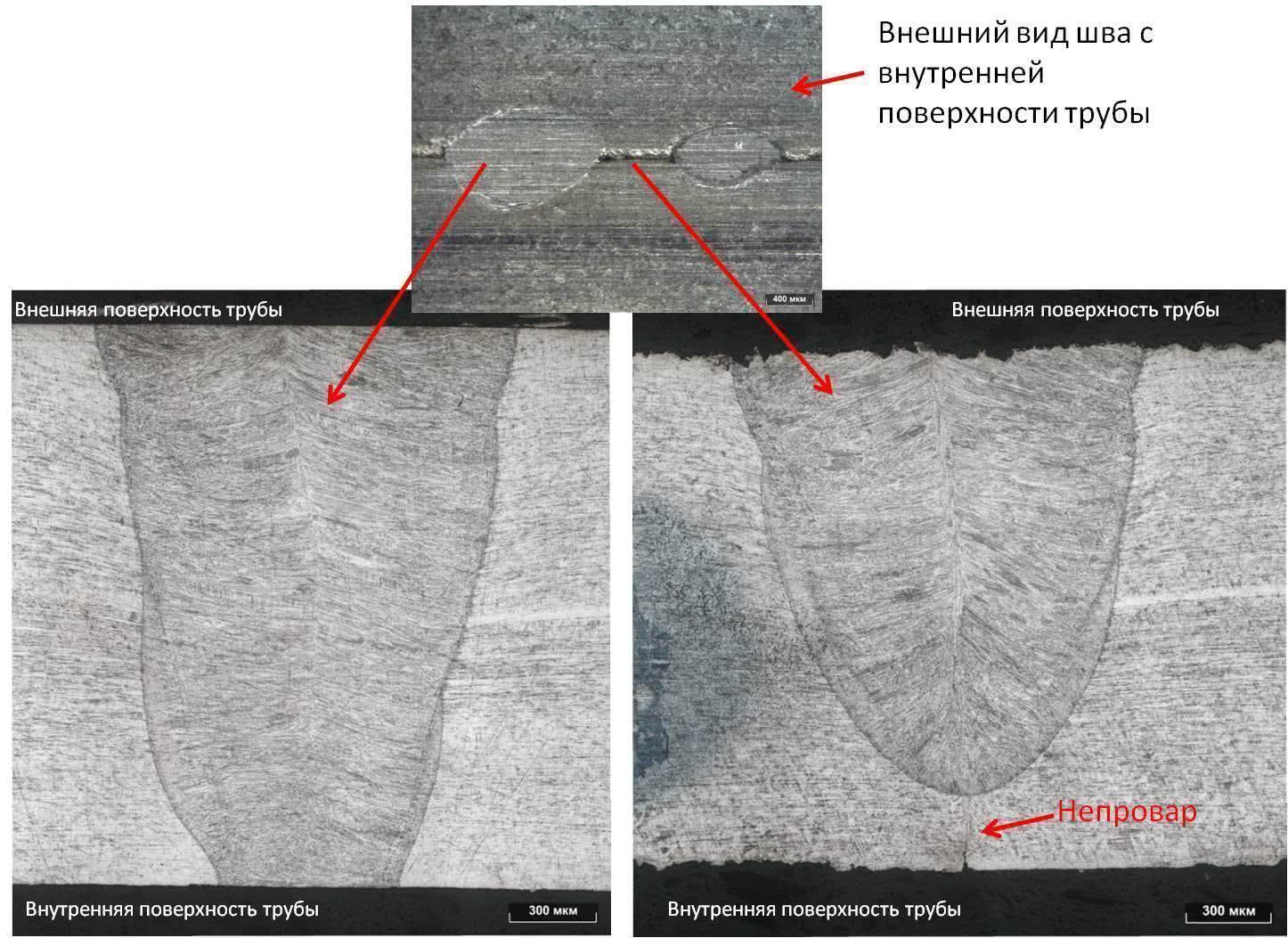
Панорамное изображение поперечных сечений сварного соединенияДефект, обнаруженный в исследуемом сварном соединении, является непроваром корня шва — несплавлением вследствие неполного расплавления кромок основного металла или поверхности ранее выполненных валико
Глубина непровара составляет 260 мкм и занимает 14% от всей толщины стенки трубы (рис. 3).
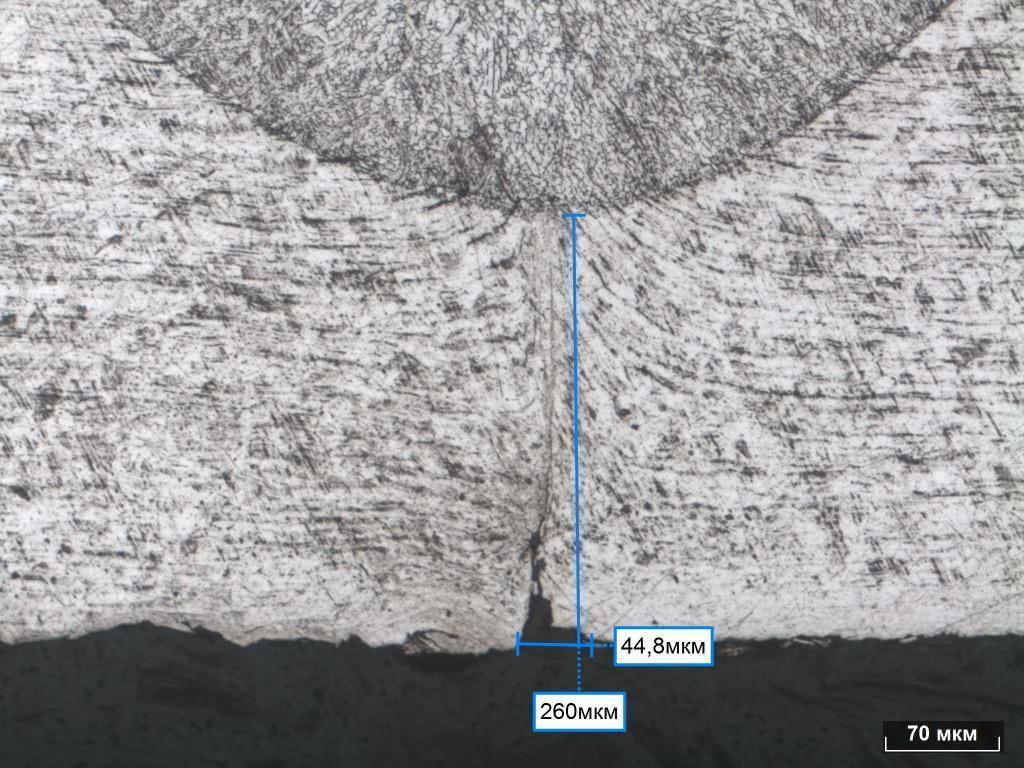
Изображение участка непровара, х200
3. Заключение о результатах исследований
Установлено:
- По химическому составу исследуемый материал трубы соответствует нержавеющей стали категории AISI 304.
- Сварное соединение выполнено односторонним швом в три прохода.
- В сварном соединении обнаружен дефект в виде непровара корня шва глубиной 260 мкм. Протяженность дефекта вдоль сварного соединения на предоставленном куске трубы достигает 8 мм.
Обнаруженный дефект является значительным концентратором напряжений вследствие нарушения сплошности сечения шва и стенки трубы в целом. Наличие непровара противоречит требованию DIN 17455, 6.8.5 «Сварное соединение не должно быть меньше ни в одном месте толщины стенки трубы, с учетом допустимых отклонений на размеры» и EN 10217 п. 8.5.2.1. «Зона сварного шва должна быть свободна от трещин и непроваров»
